Case Study
Induction Heating System
Induction heating uses high-frequency electromagnetic fields to heat electrically conductive materials—typically metals—without direct contact. When a workpiece is placed inside an energized induction coil, eddy currents generate heat internally, making the process fast, efficient, and clean. In ferrous materials, additional heat is generated from magnetic hysteresis. By adjusting frequency and power, operators can precisely control heating depth and intensity.
This technology is widely used for applications requiring consistent, localized heat: surface hardening of shafts and gears, brazing, annealing, forging, shrink-fitting, and even semiconductor processing. Its ability to deliver rapid, controlled heat without open flames or full-part heating makes it ideal for high-throughput, precision manufacturing.
Solution
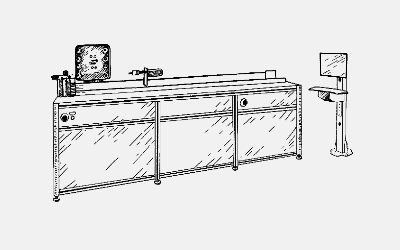
Typical Multi-Axis System Setup
Our customer’s induction heating system uses the RMP EtherCAT Master and Motion Controller to coordinate multi-axis motion. Typically, one axis rotates the workpiece for even heating, while another scans the coil or part along its length. A precisely timed quench spray follows the coil to cool the area and achieve the desired metallurgical outcome.
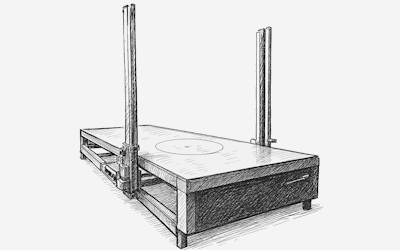
In one setup, the rotating workpiece moves vertically through a stationary ring-shaped coil. This scanner configuration, driven by RMP, requires tight synchronization between vertical and rotational axes for consistent heating and accurate quenching. Additional axes may control loading, coil tilt, or other motions.
I/O and Safety Requirements in Induction Heating
The customer's system needs robust I/O for process control and safety. Temperature feedback—often from infrared pyrometers or optical sensors near the coil—can exceed 2200 °C and is used to adjust heating in real time.
The RMP controller manages the induction power supply using digital outputs to start heating cycles and analog signals (e.g., 0–10 V) to modulate power. Precise timing ensures power is applied only when the part is correctly positioned, with immediate shutdowns on faults or E-stops.
Safety interlocks monitor coolant flow, temperature, pressure, and fluid levels. Any issue—like a coolant drop—triggers RMP to halt heating and motion. Door and panel interlocks also activate E-stops through RMP’s safety logic. Though FSoE is supported, this project used a separate safety relay, with RMP coordinating motion and I/O for devices like valves, lights, and alarms.
Why the customer chose the RMP EtherCAT Motion Controller
- High Performance & Synchronization
- Real-time control loop rates from 500 Hz to 8 kHz.
- Sub-microsecond synchronization via EtherCAT distributed clocks.
- Enables precise coordination of motion and I/O—critical for scan timing and quench activation.
- Scalability
- Supports up to 128 axes and 10,000+ I/O points on a single EtherCAT network.
- Easily scales from small machines to large, multi-station systems.
- Axis-based licensing keeps it cost-effective for low-axis count systems.
- PC-Based Development
- Full application development in C++, C#, Python, and more.
- Real-time engine runs on a dedicated CPU core; application logic on non-real-time side.
- Allows integration of data logging, vision systems, and custom GUIs using standard development tools.
- Cross-Platform Real-Time OS Support
- Runs on Windows with INtime RTOS or Linux with PREEMPT_RT.
- We deployed on Linux to avoid licensing fees and leverage open-source tools.
- OS flexibility means better future-proofing and broader integration options.
- Open Architecture & Device Compatibility
- Natively supports EtherCAT devices from 50+ vendors.
- Works with third-party drives, I/O modules, and temperature controllers.
- Open API allows full customization—like closed-loop temperature-based power control—in standard programming languages.
Advanced Motion Control Features Utilized
A key feature they leveraged was streaming motion trajectories. Using RMP’s PT/PVT mode (Position-Time or Position-Velocity-Time), the customer fed real-time set points to the scanning axis, allowing continuous motion profiles that adjusted dynamically based on feedback. For example, if an IR sensor showed faster-than-expected heating, they slightly increased the scan speed mid-cycle. This streaming approach maintained smooth motion and eliminated the need for rigid, pre-defined moves.
Beyond streaming, RMP supports all modern motion modes: point-to-point, velocity control, electronic gearing, camming, splines, and multi-axis interpolation. While the customer's system focused on linear scanning and rotation, RMP could easily run a contour cutting machine with complex 2D/3D paths. RMP can execute G-code directly and mix modes—for instance, streaming adaptive paths while coordinating multiple axes—making it ideal for high-performance motion systems.
The customer also took full advantage of EtherCAT distributed clocks to synchronize rotation and linear axes. With jitter under 1 microsecond, the customer achieved precise, simultaneous ramp-up and consistent spiral heating patterns with no skew. Using RMP’s motion grouping, they tied heating enable signals to axis start commands, ensuring perfect timing across the process.
Another useful feature was RMP’s “Capture” and registration capability, which allowed the customer to latch exact encoder positions based on input triggers. In testing, a photocell detected part entry into the coil, and RMP logged the corresponding position for analysis and potential motion adjustments—similar to registration marks in packaging or printing.
Real-Time I/O Handling and Safety Integration
Just as critical as motion control is the RMP EtherCAT controller’s I/O handling. Induction heating is time-sensitive, so fast I/O updates and low-latency reactions are essential—and RMP delivered. It supports thousands of I/O points updated at servo cycle speed. In their setup, digital inputs like flow switches and E-stop signals were read at 1-4 kHz, enabling sub-millisecond reactions.
They used RMP’s User Limit feature to implement a real-time watchdog on the coolant flow input. If flow dropped, RMP triggered an immediate Axis Abort and ESTOP, halting motion and cutting power in under a cycle—no need to wait for the PC application. This firmware-level response is typically the domain of safety PLCs, but RMP handled it through its RapidCode API. They created similar real-time interlocks for over-temp, pressure, and other conditions, all managed within RMP’s internal logic for fast, reliable shutdowns.
RMP also excels at time-synchronized data acquisition. Because motion and I/O share the same EtherCAT network, sensor readings are inherently aligned with motion timing. The customer captured temperature data every few milliseconds alongside the scanning axis position, producing a highly accurate thermal profile. This tight synchronization would be much harder to achieve with separate systems.
RMP’s flexible I/O mapping was very useful. Alongside standard EtherCAT I/O, the customer added a smart EtherCAT temperature controller module, which RMP recognized and managed like any other device.
Safe shutdown and recovery routines were also easy to implement. The customer defined custom behavior for normal stops, faults, and E-stops. For instance, during a simulated power loss, RMP detected a drop in drive bus voltage and retracted the coil using stored energy—graceful degradation that simpler systems can’t handle. RMP also supports Safe Torque Off (STO) and Safety over EtherCAT (FSoE), which they plan to use in future revisions for tighter safety integration.
Future Innovations: Vision and AI Integration on a PC-Based Platform
One of the most compelling advantages of using a PC-based motion controller like RMP is the potential it offers the customer to integrate advanced technologies—such as machine vision and artificial intelligence—directly into the control architecture. Unlike traditional PLC-based setups, where motion and inspection systems are often separated, RMP’s PC-based design allows everything to run on a unified platform.
Vision-Guided Control
OEMs could consider integrating industrial cameras for real-time inspection—monitoring glow intensity, coil alignment, or part position during heating. Using vision libraries like OpenCV or TensorFlow alongside RMP on Windows or Linux, systems could analyze images and adjust motion paths or heating parameters on the fly.
AI-Driven Adaptive Control
There’s also an opportunity to apply AI for adaptive heating. Machine learning models could analyze historical temperature, power, and quality data to predict optimal process parameters for different parts or materials. With RMP’s open PC-based environment, OEMs could run AI inference engines locally—adjusting coil movement or power dynamically in response to real-time conditions.
A “Smart Heating” Concept
For example, a customer might explore a “smart heating” concept using a thermal camera to generate a temperature map during part scanning. The controller could then adjust speed or motion profiles in real-time.
Conclusion
The RMP EtherCAT Master and Motion Controller offers a powerful foundation for building high-performance induction heating systems. Its ability to deliver precise multi-axis coordination, real-time I/O responsiveness, and robust safety handling—all within a unified, PC-based architecture—makes it an ideal solution for demanding industrial applications.
Testimonial
Technologies
Benefits
Images
Additional
On this page