解决方案
硬件
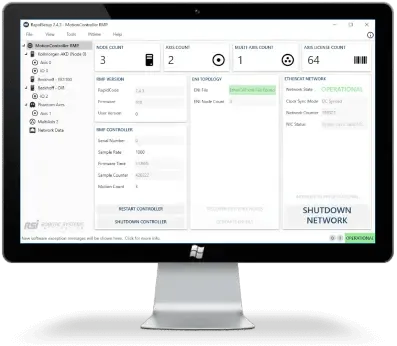
客户选择了 RSI 基于 PC 的运动控制器来控制他们的机器。RSI 协助选择伺服电机、驱动器、电缆和 I/O 组件。
软件
RSI 提供了软件库和工具,帮助客户用 C++ 对计算机进行编程。
证言
技术
好处
图片
未找到任何物品。
额外
机器信息
- 机器与压机配合使用,该压机用钢、铜或铝板制造金属屋面瓦。媒体在大约1.9秒的周期内发出一块瓦片。
- 金属瓦滑到客户机器的进气输送机上,然后转移到机器的第一个工位
- 第一个站在每个瓦片到达时将其拾起,然后旋转以将瓦片堆叠在第二个站点中。
- 当瓦片被转移到第二个站时,所有其他瓦片都会旋转,这样它们就可以平放堆叠。当在工位 2 的堆栈中放置一定数量的瓦片时,它会旋转,为站点 1 继续拾取和堆叠提供新的巢穴。
- 该过程必须在整个机器上不间断地继续进行。大约 0.2 秒的延迟将导致瓦片堆积在进气输送机上。
- 当一整堆瓦片旋转到站 2 的排放位置时,第 3 站开始逐一从堆栈中移除瓦片。
- 从堆栈中取出瓦片后,它会旋转并将瓦楞纸箱放入已放入第 4 站的瓦楞纸箱中。为了完成此任务,工作站 3 进行了长度约为 42 英寸的延伸移动,然后暂停以吸尘器吸住零件并缩回。这个 42 英寸的动作必须在 0.5 秒或更短的时间内完成。整个重约200磅的空间站的180度旋转移动必须在大约0.6秒或更短的时间内完成。
- 第 3 站 42 英寸移动的拾取位置是可变的,并且会随着每个周期的变化而变化,掉落位置也是如此。拾取位置取决于堆栈中瓦片的数量。纸箱中的掉落位置取决于纸箱中瓦的数量和瓦的制成材料。
- 当纸箱在工位 4 中装满时,它会将新纸箱旋转到位。第 4 站必须在 0.6 秒内用一整箱瓦片旋转 180 度,这样 3 号站才能不间断地继续卸下瓦片。第 4 站重约 300 磅。当第 3 站在第 4 站的装载位置将瓦片装入纸箱时,第 4 站的集结位置是将满纸箱卸到出口输送机上,然后装入一个空纸箱,使其旋转到位并装入瓦片。
- 当然,要使系统正常工作,还需要进行大量的额外逻辑。
联系信息
艾伦·撒切尔(Kinetic Automation首席执行官)在自动化行业服务了30多年。请联系艾伦(通过 领英) 如果您需要定制计算机或需要高级软件资源。